自動鈑金上下料料倉項目技術(shù)方案

項目現(xiàn)狀及需求



:上料沖壓效率為3S/PCS,在上料過程中不可出現(xiàn)停頓。
4:人工把原料放置工裝中,人工把料倉工裝推進上料工位。
5:料倉工裝需要識別功能,以便需要人工干涉時提前報警,人工上料及把工裝推進上料工位。
1.車間現(xiàn)有料倉上料結(jié)構(gòu)為底部推出式,產(chǎn)品出料以后容易有刮傷,因此改為上部取料。
2:現(xiàn)更改為上部拾取機構(gòu),如右圖B
1、設(shè)備效果示意圖:

設(shè)備說明:
1:設(shè)備主要有設(shè)備機架,搬運小車,二工位轉(zhuǎn)臺,上料提升機構(gòu),氣動兩軸機械手,二次定位機構(gòu)等組成。
2:標(biāo)準(zhǔn)件電氣及氣動部分為客戶指定品牌
3:設(shè)備外觀顏色9010
4:設(shè)備尺寸:1100X1100X1700
項目分析(料倉機架)

備注:
1:框架根據(jù)客戶指定60*60*2.5方管焊接。
3:地腳采用重型腳輪或者焊接地腳加膨脹螺絲。
4:移栽位伺服電機加行星減速機,品牌客戶指定。
5:旋轉(zhuǎn)件采用回轉(zhuǎn)支撐或者RV減速機。
5:設(shè)備尺寸:1100X1100X1700
項目分析(旋轉(zhuǎn)集成)

備注:
主要機構(gòu)有工裝,轉(zhuǎn)盤組成
轉(zhuǎn)盤為直徑980,厚度25鋁板加工而成
一:上料工裝

目前工裝底板采用20mm6061鋁板,導(dǎo)柱采用φ25硬軸光圓。
可能的情況下與公司現(xiàn)有工裝通配。堆料高度420mm。
(根據(jù)需要,也可采用后部靠板,兩側(cè)為移動靠板)
其中工裝與轉(zhuǎn)盤除有安裝螺絲外,還需加工定位銷,以便拆卸及安裝方便。
上料提升機構(gòu)

1:提升驅(qū)動系統(tǒng)采用400W伺服電機加1:10行星減速電機
2:2020滾珠絲桿品牌客戶指定。
3:提升有效行程450mm,速度為500mm/s
二次定位機構(gòu)
 備注:
備注:
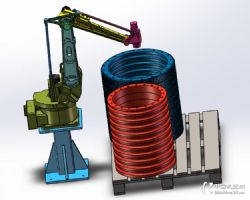
1:采用凸輪機械移栽機構(gòu),一個主軸電機完成取料,移栽,定位,預(yù)計在2秒之內(nèi)完成。
2原理附視頻:

搬運小車

備注:
1:小車軌道高度與料倉平臺,轉(zhuǎn)盤工裝高度一致,目前高度為700.
2:小車長600,寬400,高600.
3:工裝可以X軸移動350mm,Y軸移動200MM。方便工裝切換。
4:工裝底板安裝軸承,軌道采用開槽形勢,便于工裝移動定位。
流程分析:

說明:工人使用叉車將料倉放置工作臺,工作臺高度與小車高度及上料機轉(zhuǎn)盤工裝高度一致。
上料機需要上料時,人工把料倉物料推進小車中,通過小車周轉(zhuǎn)至上料機上料工位,同時人工將上料機空工裝推入小車,有原料工裝推入上料機上料工裝處,插入定位銷。
2:建議小車備用3個,A上料小車,B等待小車,下料,C上料小車工位
對接分析:



人工使用叉車將料倉放置料倉平臺上, 將物料小車推至智能上料機左側(cè), 推進物料小車,準(zhǔn)備進入料倉取件。
通過工裝上導(dǎo)軌槽將工裝對準(zhǔn)物料, 對準(zhǔn)上料機臺板導(dǎo)軌槽,推入上料 同時將左側(cè)小車物料推進轉(zhuǎn)盤上料
人工一次將物料倉推至小車工裝上, 工位,使小車工裝對準(zhǔn)轉(zhuǎn)盤工裝, 工裝處。啟動設(shè)備。上料機空工位
然后將裝有物料工裝推至小車底部。 拔出定位銷,人工連同工裝整體推 完成之后,將3號物料小車推進上
用定位銷固定工裝。 裝配工裝處。(也可以單獨推物料) 料機圓盤工裝右側(cè)。人工將空的工裝
說明
1:人工在上料工位把原料依次放入空工裝中。按下設(shè)備啟動按鈕。
2:轉(zhuǎn)盤旋轉(zhuǎn)90°,工裝1進入工作工位。工位下部接近開關(guān)識別工裝進入信號。同時人工擺放工裝2物料。
3:頂升機構(gòu)啟動,分張器頂部出傳感器識別有物料后,機械手移至左端物料點拾取物料。
4:吸嘴安裝板傳感器識別有料真空啟動,吸取物料,啟動機械手電機,移至右端放入定位工裝處。
5:吸嘴部分返回上料工裝處,吸嘴第二件物料,等待。同時沖床機械手移栽定位區(qū)域,
拾取物料,待沖壓機械手移栽安全區(qū)域時,第二件物料送至定位工裝處。(注:定位區(qū)域需安裝傳感器,
當(dāng)定位區(qū)域有料時,沖壓機械手才過來取料,否則沖壓機械手處于等待狀態(tài))
6:重復(fù)3-5流程,直到頂升板上至工裝頂部傳感器時,頂升絲桿下降至最底部。
(這個時候分張器處應(yīng)該不少于10件物料)
7:頂升機構(gòu)下降至下限位傳感器時,轉(zhuǎn)盤啟動,旋轉(zhuǎn)90°,工裝1到上料工位,人工擺放物料。
同時工位2到頂升工位。依次重復(fù)3-6流程。依次進行。
注:聯(lián)系我時,請說是在“傲立機床網(wǎng)”上看到的,謝謝!