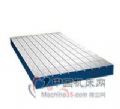
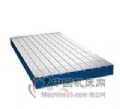
ÖC(j©®)┤▓ĶT╝■═Ļ╚½Ę¹║ŽHT250Ą─╗»īW(xu©”)│╔Ęųś╦(bi©Īo)£╩(zh©│n)║═▀_(d©ó)ĄĮÖC(j©®)ąĄąį─▄įć“×(y©żn)Ą─ś╦(bi©Īo)£╩(zh©│n).
ÖC(j©®)┤▓┤▓╔ĒĶT╝■Ą─ĶTįņĘĮĘ©│Żė├Ą─╩Ū╔░ą═ĶTįņŻ¼Ųõ┤╬╩Ū╠žĘNĶTįņĘĮĘ©Ż¼╚ńŻ║Įī┘ą═ĶTįņĪó╚█─ŻĶTįņĪó╩»ĖÓą═ĶTįņĄ╚ĪŻČ°╔░ą═ĶTįņėų┐╔ęįĘų×ķš│═┴╔░ą═ĪóėąÖC(j©®)š│ĮY(ji©”)ä®╔░ą═Īóśõų¼ūįė▓╔░ą═ĪóŽ¹╩¦─ŻĄ╚Ą╚ĪŻÖC(j©®)┤▓┤▓╔ĒĶTįņĘĮĘ©▀xō±Ą─įŁätŻ║
1Īóā×(y©Łu)Ž╚▓╔ė├╔░ą═ĶTįņ,įŁę“╩Ū╔░ą═ĶTįņ▒╚Ųõ╦³ĶTįņĘĮĘ©│╔▒ŠĄ═Īó╔·«a(ch©Żn)╣ż╦ćÖC(j©®)ąĄ╗»Īó╔·«a(ch©Żn)ų▄Ų┌▓╗ķLĪŻ«ö(d©Īng)رą═▓╗─▄ØMūŃę¬Ū¾Ģr(sh©¬)į┘┐╝æ]╩╣ė├š│═┴╔░▒ĒĖ╔╔░ą═ĪóĖ╔╔░ą═╗“Ųõ╦³╔░ą═ĪŻš│═┴رą═╔░ĶTįņĄ─ĶT╝■ųž┴┐┐╔Å─Äū╣½Į’ĄĮÄū╩«╣½Į’Ż¼ųž▀_(d©ó)Äū╩«ćŹĶT╝■ČÓė├š│═┴Ė╔ą═╔·«a(ch©Żn)ĪŻ
2ĪóÖC(j©®)┤▓┤▓╔ĒĶTįņĘĮĘ©æ¬(y©®ng)║═╔·«a(ch©Żn)┼·┴┐ŽÓ▀mæ¬(y©®ng)ĪŻĄ═ē║ĶTįņĪóē║ĶTĪóļxą─ĶTįņĄ╚ĶTįņĘĮĘ©Ż¼ę“įO(sh©©)éõ║═─ŻŠ▀Ą─ār(ji©ż)Ė±░║┘FŻ¼╦∙ęįÖC(j©®)┤▓┤▓╔Ē▀m║Ž┼·┴┐╔·«a(ch©Żn)ĪŻ ÖC(j©®)┤▓ĶTįņ╝■Ą─ā×(y©Łu)³c(di©Żn)Ż║
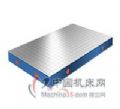
1Īóśõų¼╔░ą═äéČ╚║├Ż¼Ø▓ūó│§Ų┌╔░ą═ÅŖ(qi©óng)Č╚Ė▀Ż¼▀@Š═ėąŚl╝■└¹ė├ĶTĶF─²╣╠▀^│╠Ą─╩»─½╗»┼“├øŻ¼ėąą¦ĄžŽ¹│²┐s┐ūĪó┐s╦╔╚▒Ž▌Ż¼īŹ(sh©¬)¼F(xi©żn)╗ęĶTĶFĪóŪ“─½ĶTĶF╝■Ą─╔┘├░┐┌Īó¤o├░┐┌ĶTįņĪŻ
2ĪóīŹ(sh©¬)ą═ĶTįņ╔·«a(ch©Żn)ųą▓╔ė├Š█▒Įęꎮ┼▌╦▄─ŻśėŻ¼æ¬(y©®ng)ė├╬ČÓ½śõų¼ūįė▓╔░įņą═ĪŻ«ö(d©Īng)Įī┘ę║Ø▓╚ļĶTą═Ģr(sh©¬)Ż¼┼▌─Ł╦▄┴Ž─Żśėį┌Ė▀┬■¤o▀ģļHĮī┘ę║ū„ė├Ž┬čĖ╦┘ÜŌ╗»Ż¼╚╝¤²Č°Ž¹Ę“Ż¼Įī┘ę║╚Ī┤·┴╦įŁüĒ┼▌═¶╦▄┴Ž╦∙š╝ō■(j©┤)Ą─╬╗ų├Ż¼└õģs─²╣╠│╔┼c─Żśėą╬ĀŅŽÓ═¼Ą─īŹ(sh©¬)ą═ĶT╝■ĪŻ
3ĪóŽÓī”üĒšfŻ¼Ž¹╩¦─ŻĶTįņī”ė┌╔·«a(ch©Żn)å╬╝■╗“ąĪ┼·┴┐Ą─Ų¹▄ćĖ▓╔w╝■Ż¼ÖC(j©®)┤▓┤▓╔ĒĄ╚ÖC(j©®)┤▓ĶTįņ╝■Ą╚é„Įy(t©»ng)╔░ą═ėą║▄┤¾ā×(y©Łu)ä▌Ż¼╦³▓╗Ą½╩Ī╚ź┴╦░║┘FĄ──Šą═┘M(f©©i)ė├Ż¼Č°Ūę▒Ńė┌▓┘ū„Ż¼┐sČ╠┴╦╔·«a(ch©Żn)ų▄Ų┌Ż¼╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩Ż¼Š▀ėą│▀┤ńŠ½Č╚Ė▀Ż¼╝ė╣żėÓ┴┐ąĪŻ¼▒Ē├µ┘|(zh©¼)┴┐║├Ą╚ā×(y©Łu)ä▌ĪŻ
┤¾Āt╣żČ╬ė╔╝╝ąg(sh©┤)╚╦åT═¼└Ž╣ż╦ćĤĮø(j©®ng)▀^ķLŲ┌┐ŲīW(xu©”)īŹ(sh©¬)█`ųŲČ©═Ļ╔Ų┴╦ī”Ė„ĘN┼Ų╠¢ĶT╝■,▀M(j©¼n)ąąĀt║¾┼õ┴Ž╝░ĀtŪ░ĶF╦«įąė²║ė║ŽĮ╗»╠Ä└ĒĄ─ć└(y©ón)Ė±│╔╩ņ╣ż╦ć,ī”£╩(zh©│n)┤_▀_(d©ó)ĄĮĖ„ĘN┼Ų╠¢ĶT╝■Ą─▓─┘|(zh©¼)ĄņČ©┴╦łį(ji©Īn)īŹ(sh©¬)Ą─╗∙ĄA(ch©│),ĶTįņĘųÅS┐╔╠ß╣®å╬ųž50ćŹ,Ė„ĘN┼Ų╠¢ĶT╝■,─ĻĶTįņ─▄┴”▀_(d©ó)ĄĮ┴╦6000ćŹęį╔Ž.
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢr(sh©¬)Ż¼šłšf╩Ūį┌Ī░░┴┴óÖC(j©®)┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ